前、后两部分的重要衔接部件,其主要由支架1、球铰轴承(2、6)、十字轴3、向心关节轴承4、端盖5及转向架7(分上、下)等零件组成,如图1所示。该铰接支架均选用滑动轴承,在满意其使用上的要求的情况下,可大起伏降作本钱。

原加工工艺如下:先将支架1和端盖5(见图2)独自加工成型,然后将十字铰接支架各个零件拼装为一体。支架1和端盖5上各有1个轴承座孔,因为各部件独自加工,形成其拼装后的同轴度精度不高,导致轴承受力不均,承载才能变弱,很简单使轴承遭到损害。安装时,须先用2个定位销将支架1与端盖5定位,再用10条螺栓将端盖5与支架1紧固在一起。因为支架1和端盖5独自加工,且支架1上的螺纹孔与端盖5上的衔接孔在工艺流程中也存在必定差错,形成支架1与端盖5紧固在一起后,支架1上的轴承座孔与端盖5上的轴承座孔的同轴度精度进一步下降。
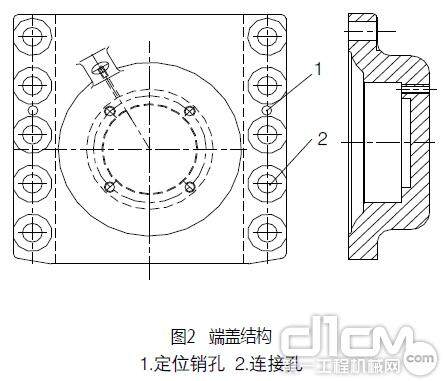
原加工工艺缺点主要是不能够保证支架1与端盖5安装时轴承座孔的同轴度精度。为完成铰接架批量生产、一起进步加工精度,咱们决议对原加工工艺进行改善。
近来,戴纳派克全新开发的枢轴转向双钢轮智能振荡CX系列压路机圆满完成了首轮工地测验,并估计于年内正式[具体]2024-03-29 08:56
石衡高速建造 宝马格显身手 宝马格重型摊铺机 宝马格重型摊铺机 本次使用[具体]2023-11-14 09:17
戴纳派克与国际工程承揽巨子——瑞典斯堪斯卡集团(SKANSKA)协作,将堆集十多年的电驱动修路设备专[具体]2023-09-08 09:04
第三十一届大运会在成都盛大举行。它是继北京大运会、深圳大运会之后,我国内地第三次举行国际大学生夏日运[具体]2023-08-07 08:53
绿色改变开展方法与经济转型:首选三一一体化绿色建材产业园重磅!闭幕加藤我国工厂和代理商!加藤完全退出我国市场比亚迪新能源叉车,物流业从业人员的共同挑选
矿山霸主!三一首台300吨级混动节能型SET320S电动轮矿车下线月挖掘机、装载机销量数据出炉